



分享到:
| 发表于 2025-06-17 13:09:40 楼主 | |
|
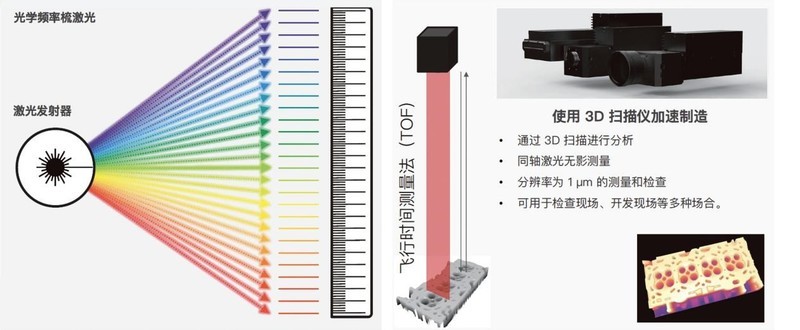
引言 在船舶制造领域,船舶机械零件的深孔加工至关重要,如船用柴油机气缸体、主轴承壳、齿轮箱壳体等零件均涉及深孔工艺。深孔加工通常指孔径大于 3 倍长度的孔加工,因其加工难度大、精度要求高,一直是制造技术工作者关注的重点。 船舶机械零件的深孔工艺 深孔加工方法多样,主要包括钻削、铰削、镗削、磨削、滚压等。由于船舶机械零件深孔工艺精度要求极高,一般需借助数控加工中心、车床等设备开展加工。加工时,需依据零件材料、尺寸以及加工要求,合理选择切削用量、切削速度等参数。同时,为满足高精度需求,还需运用特殊工艺技术,例如采用自动进刀、退刀系统,选用合适的润滑冷却剂等。 然而,实际的船舶机械零件深孔工艺存在诸多问题。首先,加工难度大,要求切削刀具具备足够刚性,良好的冷却润滑条件以及适当的进刀、退刀系统,这对加工设备和技术提出了很高要求;其次,加工时间长,因深孔工艺特殊性,完成一件零件的深孔加工往往需要较长时间,常需采用自动化生产线提升效率;再者,加工精度要求极高,加工过程中不能出现偏差、振动等状况;最后,钻屑排除困难,深孔加工过程中产生的大量钻削屑难以排出。 激光频率梳 3D 轮廓测量检测方法 激光频率梳,作为测量频率和时间的精准工具,在频谱上呈现为一系列分立且严格等间隔的梳状频谱线。它能提供时间相干性与空间相干性俱佳的相干光源。基于激光频率梳的 3D 轮廓测量技术,是将单点绝对距离测量与机械扫描相结合,实现对物体表面轮廓的非接触式测绘,可准确获取待测物体的表面轮廓信息。 在船舶机械零件深孔检测中,激光频率梳 3D 轮廓测量具有显著优势。其一,可测量物体绝对位移,无需物体发生位移或形变即可进行测量,弥补了传统激光测量方法的不足;其二,该技术采用波长为近红外的微腔光频梳,能最大程度降低物体表面可见光波段杂散光对测量的干扰,使系统具备较强抗干扰能力,满足船舶机械零件深孔检测的复杂工程环境需求;其三,检测精度高,能够精准检测出深孔内部的微小缺陷、尺寸偏差等问题,为保障船舶机械零件质量提供有力支持。 运用激光频率梳 3D 轮廓测量技术进行船舶机械零件深孔检测时,一般流程如下:首先,光频梳发出超短激光脉冲,对待测零件进行照射;随后,利用分光棱镜将激光脉冲分为测量光路与参考光路,测量光路的激光经深孔表面反射后与参考光路激光发生干涉;接着,通过光栅光谱仪接收干涉信号,并利用法布里-珀罗标准具的模式滤波原理对光频梳进行稀疏化处理;最后,对干涉测距数据进行处理,通过光谱解算出深孔的各项参数,从而完成对深孔的检测。 激光频率梳3D光学轮廓测量系统简介: 20世纪80年代,飞秒锁模激光器取得重要进展。2000年左右,美国J.Hall教授团队凭借自参考f-2f技术,成功实现载波包络相位稳定的钛宝石锁模激光器,标志着飞秒光学频率梳正式诞生。2005年,Theodor.W.H?nsch(德国马克斯普朗克量子光学研究所)与John.L.Hall(美国国家标准和技术研究所)因在该领域的卓越贡献,共同荣获诺贝尔物理学奖。 系统基于激光频率梳原理,采用500kHz高频激光脉冲飞行测距技术,打破传统光学遮挡限制,专为深孔、凹槽等复杂大型结构件测量而生。在1m超长工作距离下,仍能保持微米级精度,革新自动化检测技术。
核心技术优势 ①同轴落射测距:独特扫描方式攻克光学“遮挡”难题,适用于纵横沟壑的阀体油路板等复杂结构;
(以上为新启航实测样品数据结果) ②高精度大纵深:以±2μm精度实现最大130mm高度/深度扫描成像;
(以上为新启航实测样品数据结果) ③多镜头大视野:支持组合配置,轻松覆盖数十米范围的检测需求。
(以上为新启航实测样品数据结果) |
|
楼主热贴
个性签名:无
|
针对ZOL星空(中国)您有任何使用问题和建议 您可以 联系星空(中国)管理员 、 查看帮助 或 给我提意见














