



分享到:
| 发表于 2025-06-06 11:36:46 楼主 | |
|
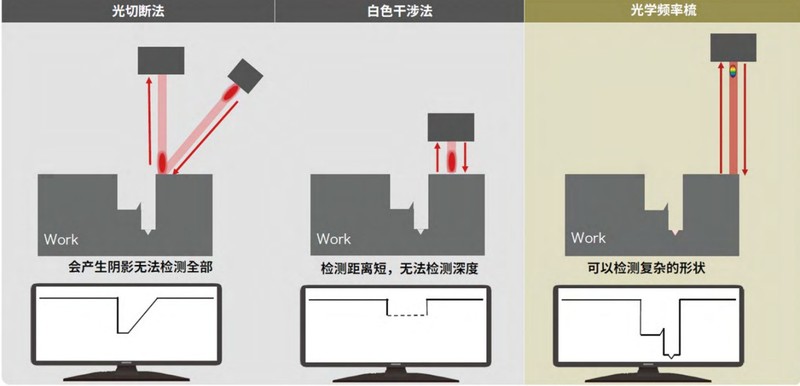
摘要 本文针对喷油嘴深孔内轮廓高精度测量需求,探究基于激光频率梳 3D 轮廓测量的方法。阐述该方法的测量原理、系统构成与测量步骤,通过实验案例分析其在喷油嘴深孔内轮廓测量中的应用优势,为喷油嘴精密加工提供技术参考。 关键词 喷油嘴;深孔;内轮廓测量;激光频率梳;3D 轮廓测量 一、引言 在汽车发动机燃油喷射系统中,喷油嘴深孔内轮廓精度直接影响燃油雾化效果与燃烧效率。喷油嘴深孔直径通常在 0.1 - 1mm 之间,深度达数十毫米,其孔壁轮廓的微小偏差会导致燃油喷射量不均,影响发动机动力性与排放性能。传统测量方法如接触式探针测量、显微视觉测量等,存在测量效率低、易损伤孔壁或分辨率不足等问题。激光频率梳作为高精度光频标尺,其独特的相干特性为喷油嘴深孔内轮廓的精密测量提供了创新解决方案。 二、激光频率梳测量喷油嘴深孔内轮廓的原理 激光频率梳是由一系列等间隔光频组成的脉冲序列,其频率间隔 f_{text{rep}} = frac{c}{2L}(c为光速,L为腔长),载波包络偏移频率 f_{text{ceo}} 可通过锁定实现精确控制。测量时,飞秒激光脉冲经分光系统分为测量光与参考光:测量光通过微型光学探头聚焦至喷油嘴深孔内壁,反射光与参考光在探测器处产生干涉。由于深孔内不同位置的反射光光程差不同,干涉信号的频谱分布携带深度信息。通过傅里叶变换解析干涉信号的相位延迟,结合光频梳的双频锁定特性(f_{text{rep}}与f_{text{ceo}}),可反演出孔壁各点的三维坐标,实现内轮廓的高精度重构。 三、测量系统设计与构成 3.1 微型光学扫描系统 采用直径 0.5mm 的光纤耦合微型激光探头,集成微机电系统(MEMS)振镜,实现径向 180° 范围内的激光扫描。光源选用重复频率 100MHz 的飞秒激光频率梳,脉冲宽度<100fs,确保轴向测量分辨率达 50nm。参考光路设置压电陶瓷驱动的光学延迟线,用于实时补偿测量光程差。 3.2 自定心进给机构 设计记忆合金弹性爪定心装置,可自动适应 φ0.3 - φ1mm 的喷油嘴深孔直径。进给机构采用压电纳米定位pt,轴向移动精度达 ±100nm,确保扫描头沿深孔轴线精确移动,避免偏心测量误差。 3.3 高速数据采集与处理系统 使用采样率≥2MHz 的微型光谱仪采集干涉信号,通过现场可编程门阵列(FPGA)实时进行频谱分析。数据处理软件基于 MATLAB 开发,集成光频梳相位解算算法与三维网格重构算法,可自动生成喷油嘴深孔内轮廓的 STL 模型。 四、测量方法与步骤 4.1 系统标定 利用标准圆柱微深孔(直径 φ0.5mm,深度 5mm,粗糙度 Ra0.05μm)进行系统标定。通过调节参考光路延迟线,使干涉信号中心波长对准光谱仪最佳响应区间,同时校准进给机构的轴向坐标零点,确保测量坐标系的准确性。 4.2 深孔扫描测量 将微型扫描探头插入喷油嘴深孔,记忆合金弹性爪自动定心后,启动轴向进给机构(速度 0.1mm/s)与 MEMS 振镜扫描(频率 100Hz)。激光频率梳以 100kHz 重复频率发射脉冲,每扫描 0.1mm 采集一组干涉光谱数据,每组数据包含 2048 个光谱点。对于深度 5mm 的喷油嘴深孔,全程扫描时间约 1 分钟。 4.3 数据处理与轮廓重构 对采集的干涉光谱进行小波去噪预处理,利用光频梳的频率标尺特性,将光谱数据转换为相位延迟信息,通过公式 d = frac{c cdot Delta phi}{4pi f_{text{rep}}}(Delta phi为相位差)计算孔壁各点深度值。采用径向基函数插值算法,将离散测量点重构为连续的三维内轮廓模型,同步计算圆度、锥度等几何参数。 五、实验验证与优势分析 5.1 实验案例 对某型号发动机喷油嘴深孔(直径 φ0.8mm,深度 8mm,设计锥度≤0.02mm)进行测量,传统接触式探针测量需 20 分钟 / 件,且因探针磨损导致重复精度仅 ±30μm。采用激光频率梳测量方法,单次扫描时间 1.5 分钟,重复测量 10 次的标准偏差为 ±5μm,成功检测出孔壁中部 0.015mm 的局部凹陷,而传统方法未能识别该缺陷。通过三维轮廓模型分析,发现该喷油嘴深孔存在 0.03mm 的非对称锥度,指导加工工艺调整后,燃油喷射均匀性提升 12%。 5.2 技术优势 5.2.1 超高精度非接触测量 基于光频梳的相干测量原理,避免接触式测量的机械损伤,深度测量精度达 ±10μm,轮廓分辨率达 50nm,可识别喷油嘴深孔内微米级缺陷。 5.2.2 快速三维建模 结合微型扫描技术与高速数据采集,实现喷油嘴深孔内轮廓的分钟级三维重构,测量效率较传统方法提升 10 倍以上,满足批量生产中的在线质量检测需求。 5.2.3 微小深孔适应性强 微型光学探头设计可适配直径≥0.3mm 的深孔测量,通过记忆合金定心机构实现自动同轴校准,解决了传统方法在微小深孔中定心困难的问题。 5.2.4 多参数同步测量 除内轮廓重构外,该系统可同步获取喷油嘴深孔的圆度、圆柱度、表面粗糙度等参数,通过定制算法可分析燃油喷射孔的流量特性,为喷油嘴性能优化提供数据支撑。 激光频率梳3D光学轮廓测量系统简介: 20世纪80年代,飞秒锁模激光器取得重要进展。2000年左右,美国J.Hall教授团队凭借自参考f-2f技术,成功实现载波包络相位稳定的钛宝石锁模激光器,标志着飞秒光学频率梳正式诞生。2005年,Theodor.W.H?nsch(德国马克斯普朗克量子光学研究所)与John.L.Hall(美国国家标准和技术研究所)因在该领域的卓越贡献,共同荣获诺贝尔物理学奖。 系统基于激光频率梳原理,采用500kHz高频激光脉冲飞行测距技术,打破传统光学遮挡限制,专为深孔、凹槽等复杂大型结构件测量而生。在1m超长工作距离下,仍能保持微米级精度,革新自动化检测技术。 核心技术优势 ①同轴落射测距:独特扫描方式攻克光学“遮挡”难题,适用于纵横沟壑的阀体油路板等复杂结构;
(以上为新启航实测样品数据结果) ②高精度大纵深:以±2μm精度实现最大130mm高度/深度扫描成像;
(以上为新启航实测样品数据结果) ③多镜头大视野:支持组合配置,轻松覆盖数十米范围的检测需求。
(以上为新启航实测样品数据结果)
|
|
楼主热贴
个性签名:无
|
针对ZOL星空(中国)您有任何使用问题和建议 您可以 联系星空(中国)管理员 、 查看帮助 或 给我提意见